

Please Leave Us A Message
Privatumo pareiškimas: mūsų privatumas mums yra labai svarbus. Mūsų įmonė žada neatskleisti jūsų asmeninės informacijos bet kuriai „Expany“, neturinčią jūsų aiškių leidimų.


„Mach Master OEM“ pasirinktinis metalo frezavimo posūkio paslaugos aliuminio CNC apdirbimo dalys
apie mus „Shenzhen Ruiyihang Technology Co., Ltd.“, Įsikūręs Šenzene.

Apdirbimas 5052 aliuminio, tikslaus aliuminio blokas
Tikslus aliuminio blokas 5052 yra al-Mg serijos RUST atspirties aliuminio lydinio, negalima sustiprinti termiškai apdorojant, tikslios 5052 aliuminio bloko cheminė sudėtis yra panaši į 5A02 lydinio, o savybės iš esmės tokios pačios kaip 5A02. Apdirbant 5052 aliuminį, nustatyta, kad medžiagos plastiškumas yra didesnis, tačiau stip

Mašinų proceso naujienų medžiaga
Apdirbimo medžiagos rašymas Įvadas Mechaninis apdorojimas yra įprasta ir visa apimanti technologijų kategorija. Čia nurodytas mechaninis apdorojimas reiškia apdorojimo priemones, naudojamas apdorojant paviršiaus efektą, kuris šiek tiek sutampa su mechaniniu apdorojimu „formavimo procese“ ir turi atk

Apdirbimo pramonės lyderis Apdirbimo pramonės lyderis „Shenzhen Baoan Ruiyi Hang Technology Co., Ltd.“ yra gamybos, pardavimų ir paslaugų kolekcija viename iš mechaninės aparatinės įrangos profesionalių perdirbimo gamintojų. Esamos CNC tekinimo staklės, keturių ašies apdirbimo centras, vielos pjovimo staklės, gręžimo ir bakstelėjimo mašinos bei kita pažangi CNC įranga, daugiausia gamina mašinas, aparatinę įrangą, pelėsių pramonės nestandartines dalis, verslo aprėptis yra platus. Bendrovė yra Baoan rajone, Šenzene, Guangdongo provincijoje, „

Kaip mes visi žinome, PTFE (TEFLON) pasižymi geru izoliacijos efektyvumu, aukšta ir žema atsparumu temperatūrai bei atsparumui dilimui, tačiau PTFE yra palyginti minkštas ir turi mažai kietumo, todėl apdirbant PTFE yra lengva, kad Burr.Machining PTFE būtų lengva deformuoti. Taigi, ar yra medžiaga, turinti stipresnį kietumą, gerą izoliaciją ir atsparumą dilimui? Atsakymas yra „taip“. Tai Utlemas, pei for thor.ultem, išorė yra gintaro ir permatomas. Tai geriau nei PTFE (TEFLON), pasižymi puikiu

CNC frezavimo mašinos dalys ir jų funkcija
Aliuminio dalių apdirbimas su pjaustymu lazeriu Pjaustant šią aliuminio dalį, nes aliuminio lydinio stiprumas ir kietumas yra santykinai žemas, plastiškumas yra mažas, įrankio susidėvėjimas yra mažas, šilumos laidumas yra aukštas, o pjovimo temperatūra yra žema, aliuminio lydinio pjovimo mašina yra geras. Jis prik

Tikslus CNC apdirbimas aliuminio anodavimo CNC dalimis
Aliuminio oksido gamybos procesas priima unikalų anodavimo gydymą, kuris yra proveržis elektrochemijos ryškaus gydymo technologijoje. Tai gali efektyviai apsaugoti medžiagas nuo korozijos, yra anti-statinė, ne dulkių ir lengvai valoma, yra atsparus ugniai, turi puikų atsparumą oksidacijai, o anoduoto proceso paviršius niekada nenukrenta. Tai ypač tinka įmonėms pasirinkti namuose. Tai pamažu tampa nauja skaitinės kontrolės pramonės lydere. Jis turi aukštus technologijos ir aukštos kainos reikalavimus. Kadangi paviršius yra puikus ir lygus ir nekeičia spalvų, jis yra pats a
Kaip įprastas metalas, aliuminio lydinys yra plačiai naudojamas įvairiuose laukuose. Galima sakyti, kad mūsų gyvenime egzistavo apdirbimo aliuminio dalys.70% mūsų gamyklos apdirbimo centrų yra apdirbimo aliuminio dalys. Iš pradžių buvo tik dviejų rūšių aliuminio lydinio formavimo, aliuminio bloko ir aliuminio strypo. Bet kuri aliuminio dalis gali būti apdirbta su šiomis dviem medžiagomis, kad būtų pagamintos įvairių formų aliuminio lydinio dalys ((tik mažoms tikslioms aliuminio dalims) Didėjant aliuminio dalių, tokių kaip mobiliojo telefono aliuminio
Apdirbimas PEI (ULTEM) yra sunkesnis nei PTFE dėl didelio kietumo. „Ultem“ dalių atsparumas dilimui turi didesnius reikalavimus CNC apdirbimo centro pjovimo įrankiams. Mes apskaičiavome, kad po 3,5 valandos apdirbimo ULTEM įrankio nusidėvėjimas yra 0,03. Todėl MM turėtų būti modifikuoti apdirbimo centro parametrai, kad būtų kompensuotas įrankio susidėvėjimo dydis. Žinoma, tai yra geras būdas padalyti apdirbimo PEI į du etapus. Grubus apdirbimas ir mikro apdirbimas. Generaliniu būdu inžinieriai rezervuos 0,5 mm apdirbimo pašalpą mikro apdirbimui. Kai
Kaip mes visi žinome, PTFE (TEFLON) pasižymi geru izoliacijos efektyvumu, aukšta ir žema atsparumu temperatūrai bei atsparumui dilimui, tačiau PTFE yra palyginti minkštas ir turi mažai kietumo, todėl apdirbant PTFE yra lengva, kad Burr.Machining PTFE būtų lengva deformuoti. Taigi, ar yra medžiaga, turinti stipresnį kietumą, gerą izoliaciją ir atsparumą dilimui? Atsakymas yra „taip“. Tai Utlemas, pei for thor.ultem, išorė yra gintaro ir permatomas. Tai geriau nei PTFE (TEFLON), pasižymi puikiu apdirbimo našumu, žinoma, kaina bus brangesnė. Generui, 10% arba

CNC apdirbimo nerūdijančio plieno produkcija
Kai CNC apdirbimo procesai yra padalinami, jis turi būti lanksčiai kontroliuojamas atsižvelgiant į dalių struktūrą ir gamintoją, CNC apdirbimo centrinių staklių funkcijas, CNC apdirbimo turinio dalių skaičių, įrengimų skaičių ir gamybos organizavimo skaičių ir gamybos organizavimo organizavimo organizavimo organizavimo organizavimą, kurį gamina vienetas. Taip pat rekomenduojama priimti proceso koncentracijos principą arba proceso dispersijos principą, kuris turėtų būti nustatytas atsižvelgiant į tikrąją situaciją, tačiau turi stengtis būti pagr

CNC horizontalaus posūkio ir frezavimo staklių savybės
Pastaraisiais metais vidaus posūkio malimo kompozicinio apdorojimo technologija sukūrė šuoliai. Didelė horizontalios horizontalios kompozicinės perdirbimo technologijos paklausa lokomotyvuose, hidroenergetikos, vandens apsaugos, kasyba, laivai ir sunkiosios pramonės šakos. Šiandien ateina „Ruiyihang“ technologija, pasidalykime su jumis didelių horizontalių apdirbimo centrų techninėmis savybėmis, pažvelkime. A: CNC horizontaliojo posūkio ir frezavimo staklių techniniai parametrai Horizontalus posūkio malimo junginių apdorojimo staklės staklės turi akiv

CNC tekinimo staklių apdorojimo varinių medžiagų apdorojimo žingsniai
Elektrinis velenas ir variklis yra integruoti. Kadangi jie yra integruoti, viduryje nėra perdavimo mechanizmo. Elektrinis verpstes paprastai naudoja dažnių keitikliai. Per asinchroninę variklio formulę mes žinome, kad variklio greitis yra proporcingas įtampai, tai yra, kuo mažesnis greitis, tuo mažesnė variklio įtampa ir sukimo momentas yra proporcingas įtampos kvadratas. Kitaip tariant, kuo mažesnė įtampa, tuo didesnis sukimo momento susilpnėjimas. Jei jis yra mažo greičio, variklio sukimo momentas, naudojant keitiklį, bus labai mažas. Norint gauti santykinai d

Kokia yra CNC pjovimo skysčio funkcija
Kokia yra CNC pjovimo skysčio pjovimo skysčio funkcija CNC apdirbimui. Tai gali ne tik sutepti trintį tarp įrankio ir ruošinio, bet ir sumažinti įrankio nusidėvėjimą. Pjovimo skystis yra svarbi atraminė medžiaga metalo pjaustymui. Pjovimo skysčio naudojimo istoriją galima atsekti senovėje. Žmonės žino, kad laistymas gali pagerinti efektyvumą ir kokybę šlifuojant akmenį, bronzą ir geležies dirbinius. Senovės Romoje alyvuogių aliejus buvo naudojamas sukant stūmoklio siurblio liejinius. XVI amžiuje metalo šarvams šlifuoti buvo naudojami tokos ir vandens tirpikliai

Kaip išspręsti aliuminio lydinio dalių deformacijos problemą?
Aliuminio lydinio dalių šiluminio išsiplėtimo koeficientas yra didelis, todėl perdirbant plonas sienas lengva deformuoti. Kai naudojamas laisvas kalimo blokas, apdirbimo pašalpa yra didelė, o deformacijos problema yra labai aiški. Šiandien išsamiai įveskime, kokių priemonių reikėtų imtis, kai deformuoja CNC apdirbant aliuminio lydinio dalis? Mes žinome, kad atliekant CNC apdirbant, yra daugybė priežasčių, kodėl deformuojasi aliuminio lydinio dalių, susijusių su medžiaga, dalies forma, gamybos sąlygomis ir pjaustymo aliejaus veikimu. Daugia

CNC apdirbimas kietas 304 nerūdijantis plienas
Dėl savo medžiagos daugelis žmonių yra labai sunerimę, kai apdirbant nerūdijantį plieną su CNC. Jie nežino, kokį įrankį naudoti? Kiek reikia valgyti peiliu? Koks yra greitis ir pašaras? Atvejo analizė: Pavyzdžiui, norėdamas apdoroti 80 × 40 cirkuliuojančio griovelio, kurio griovelio plotis yra 5 mm, ir 3 mm gylis, aš naudojau baltą plieninį peilį, kurio skersmuo yra 4, kad būtų grubus. Iš esmės vienas gabalas sulaužytas ir vienas peilis sulaužytas. Pjovimo gylis yra 1,5, tiekimas yra apie 50–80, bet aš nežinau, kaip sureguliuoti apdorojimą? Šiuo metu rei

Įvairūs CNC apdirbimo procesai
Malimas Šiuo metu didelių cilindrų blokų ir cilindrų galvučių apdirbimas varikliuose paprastai naudoja frezavimo technologiją. Kaip pavyzdį paimkite ketaus cilindro malimą ant greitojo frezavimo apdirbimo centro, naudodami kubinio boro nitrido (CBN) įdėklus, o jo pjovimo greitis gali pasiekti 700–1500 m/min. Malimo gamybos efektyvumas yra labai pagerintas. Aliuminio lydinio cilindro galvutėms greitas pjovimui naudojami veido frezavimo pjaustytojai. Naudojant PCD įdėklus, pamažu sumažėja frezavimo pjaustytuvo skersmuo ir kyla kelių stoties junginių apdoro

Greičio pjovimo proceso pranašumai
Greitasis pjovimas yra ne tik pjovimo greičio padidėjimas, bet ir remiantis visapusiška pažanga ir tolesnėmis gamybos technologijų naujovėmis, įskaitant didelę vairavimo pažangą, įrankių medžiagas, dangas, įrankius, bandymus ir saugą ir kt. pasiekti pjovimo greitį ir pažangą. Tik dvigubai padidinus greitį, bendras gamybos pramonės mažinimo efektyvumas gali žymiai pagerinti. Greičio pjovimo technologijos pranašumai yra šie: 1. Sutrumpinti gamybos laiką Naudojant greitųjų pjovimo apdorojimą, pjovimo greitis ir tiekimo greitis padvigubėja, bendras
Titano lydinio pjaustymas priklauso galingam pjovimui, todėl staklių verpstė turi turėti didelį vairavimo galios lygį ir turėti didelio efektyvumo galingą pjovimo funkciją. Aviacijos pramonėje titano lydinio komponentų apdirbimas dažniausiai yra ertmės frezavimas. Norint palengvinti lusto pašalinimą, reikia valdyti aušinimo ir tepimo įtaisą. Norint pašalinti lustą, aušinimo ir tepimo įtaisas turi būti valdomas taip, kad būtų galima purkšti tiesiai ant įrankių ašmenų, kad būtų galima purkšti didelį aukšto slėgio aušinimo tepalą. Tokiu būdu pirmasi

Aliuminio dalių pasukimo atsargumo priemonės
Pasukimo apdorojimas yra naudoti ruošinio sukamąjį judesį ir linijinį ar išlenktą įrankio judesį, kad būtų pakeista blankos forma ir dydis ant tekinimo staklės, ir apdorokite jį, kad atitiktų brėžinio reikalavimus. 1. lustų pažeidimai ir apsaugos priemonės. Įvairių plieninių dalių, apdorotų ant tekinimo staklės, tvirtumas yra geresnis, drožlės, pagamintos posūkio metu, yra pilnos plastiko garbanos, o kraštai yra gana aštrūs. Greitai pjaunant plienines dalis, susidaro raudonos karštos ir ilgos traškučiai, kuriuos labai lengva įskaudinti žmonėms. Tuo pa

Nerūdijantis plienas yra metalinė medžiaga, kurią mašina yra gana sunku. Dvi pagrindinės problemos perdirbant: ①stainless plienas turi aukštą aukštos temperatūros stiprumą ir stiprią darbo kietėjimo tendenciją, kurią lengva dėvėti ir sumažinti įrankio tarnavimo laiką. ②stainless plienas turi didelį tvirtumą, drožles nėra lengva sulaužyti ir lengva sugadinti. Apdoroto paviršiaus kokybė taip pat kelia grėsmę operatoriaus saugumui. Todėl lustų lūžimas posūkio metu taip pat yra ryškesnė problema. Ilgalaikėje nerūdijančio plieno dalių gamybos prakti
Pasukimas reiškia tekinimo staklių apdorojimo technologiją
Pasukimas reiškia, kad tekinimo procesas yra mechaninio apdorojimo dalis. Tekelių apdorojimas daugiausia naudoja pasukimo įrankius, kad pasuktų besisukančius ruošinius. Tekyklos daugiausia naudojamos velenams, diskams, rankovėms ir kitoms ruošiniams su besisukančiais paviršiais apdoroti. Tai mechaninio gamybos ir remonto gamykla, plačiausiai naudojamas staklių apdorojimo tipas. Kaip mes visi žinome, palyginti su kitomis metalo inž
CNC apdirbimo aliuminio dalių žinios
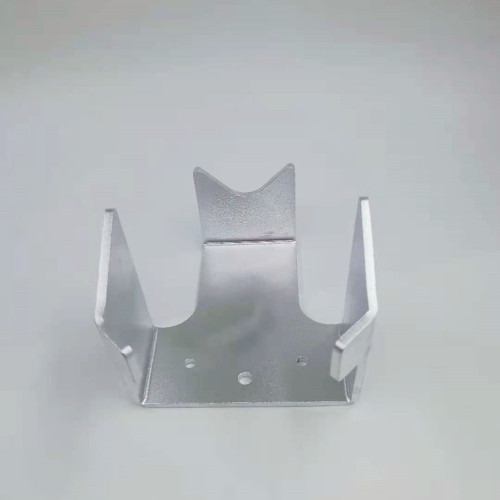
Aliuminio liejimas: štampavimas yra formavimo metodas, kurio metu plokštelės, diržai, vamzdžiai ir profiliai yra plastiškai deformuojami arba atskirti naudojant presą ir formą, kad būtų galima pritaikyti išorinę jėgą, kad būtų galima gauti norimą formą ir dydį. Štampavimas yra tam tikros formos, dydžio ir našumo produktų dalių apdorojimo procesas, naudojant įprastos ar specialios štampavimo įrangos galią, kad ruošinys būtų tiesiogiai deformuotas. Trys pagrindiniai štampavimo elementai yra lakšti

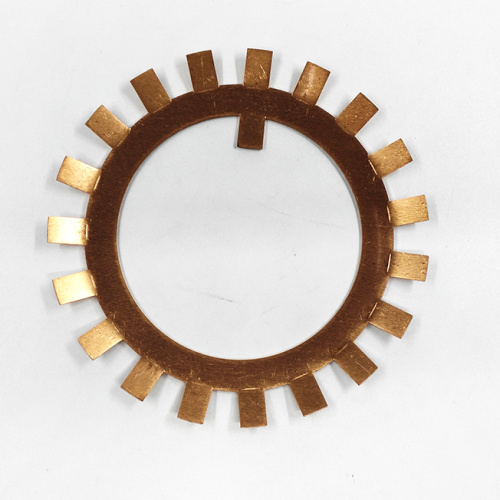
Proceso problemos lakštinio metalo apdorojime
Medžiagos, paprastai naudojamos apdorojant lakštinio metalo apdorojimą, yra šaltai suvyniotos plokštės (SPCC), karštos suvyniotos plokštės (SHCC), cinkuotos plokštės (SECC, SGCC), vario (Cu) žalvario, raudonojo vario, berilio vario, aliuminio plokštės (6061, 5052). 1010, 1060, 6063, Duralumin ir kt.), Aliuminio profiliai, nerūdijantis plienas (veidrodis, šepetys, matinis), atsižvelgiant į produkto vaidmenį, medžiagų pasirinkimas yra skirtingas ir paprastai reikia atsižvelgti į produkto naudojimą ir kaina. 1. Šalto valcavimo lakštas SPCC daugiausia naudojamas ele
Apie mus
Susisiekite su mumis

Privatumo pareiškimas: mūsų privatumas mums yra labai svarbus. Mūsų įmonė žada neatskleisti jūsų asmeninės informacijos bet kuriai „Expany“, neturinčią jūsų aiškių leidimų.
Užpildykite daugiau informacijos, kad galėtumėte greičiau susisiekti su jumis
Privatumo pareiškimas: mūsų privatumas mums yra labai svarbus. Mūsų įmonė žada neatskleisti jūsų asmeninės informacijos bet kuriai „Expany“, neturinčią jūsų aiškių leidimų.